First Atlantic Nickel Reports DTR Metallurgical Results from RPM Hole 2: Magnetic Concentrate of 1.32% Nickel & 1.95% Chromium Over Entire 216 Meter Drill Hole
VANCOUVER, British Columbia, April 15, 2025 (GLOBE NEWSWIRE) -- First Atlantic Nickel Corp. (TSXV: FAN) (OTCQB: FANCF) (FSE: P21) ("First Atlantic" or the "Company") is pleased to announce Davis Tube Recovery (DTR) metallurgical test results from drill hole AN-24-03, the second of four drill holes at the RPM Zone within its 100%-owned Atlantic Nickel Project in central Newfoundland. The DTR testing yielded a magnetic concentrate averaging 1.32% nickel and 1.95% chromium across the entire 216-meter length of the drill hole, with concentrate grades up to 2.54% nickel and 4.24% chromium.
Notably, the final 21 meters of drill hole AN-24-03 returned increasing DTR nickel grades averaging 0.15%, above the hole's overall average of 0.11%. Drilling was halted at 216 meters upon encountering a fault zone of heavily faulted and broken rock. Phase 2 will deploy more powerful drilling equipment to penetrate the fault zone. The fault zone occurs within serpentinized peridotites, which are the same awaruite-bearing host rock observed in all other RPM drill holes. Increased water permeability in the fault zone likely enhanced the serpentinization process leading to more awaruite formation and higher DTR grades These results suggest strong potential for westward expansion of the mineralized area into the fault zone.
The Company previously announced assay results on March 27, 2025, reporting drill hole AN-24-03 intersected 0.25% nickel and 0.29% chromium over 216 meters, with grades increasing to 0.27% nickel in the final 21 meters. The DTR test results confirm that awaruite nickel can be effectively concentrated through magnetic separation, marking a significant initial step toward establishing a smelter-free metallurgical process. This approach could enable production of a high-grade nickel concentrate directly at the mine site, serving as a potential nickel feed into a North American critical minerals supply chain. By eliminating the need for smelting or roasting, magnetic separation of awaruite nickel could reduce reliance on foreign smelters and help grow a resilient North American Nickel Supply chain unburdened by a lack of smelting capacity.
HIGHLIGHTS
- High-Grade Magnetic Concentrate: An average concentrate grade of 1.32% nickel and 1.95% chromium across 216 meters, analyzed through 72 continuous DTR samples. With grades reaching up to 2.54% nickel and 4.24% chromium.
- Fault Zone Potential: The final 21 meters of RPM Hole 2 (AN-24-03) ended in a fault zone with elevated DTR nickel grades (0.15% vs 0.11% average). Increased permeability in the zone likely enhanced serpentinization and awaruite formation, indicating that the fault immediately west of RPM Zone may represent a new high-grade drill target.
- Mass Pull: An average mass pull of 9.12% over 216 meters, effectively reducing the total mass by 90.88% through magnetic separation.
- DTR Nickel: An average DTR nickel grade of 0.11% over 216 meters, increasing to 0.15% in the final 21 meters of the hole.
- Chromium and Cobalt: The magnetic concentrate contained 1.95% chromium and 0.06% cobalt. Metallurgical testing will further investigate the potential for recovery and upgrading of these secondary metals.
- Phase 2 Drilling: The new direct access road to the RPM Zone has been completed, and drill equipment is now arriving on site in preparation for the start of Phase 2 drilling.
For further information, questions, or investor inquiries, please contact Rob Guzman at First Atlantic Nickel by phone at +1-844-592-6337 or via email at rob@fanickel.com
DTR Test Video: The Company has released a corporate video showcasing the Davis Tube Recovery (DTR) Metallurgical testing process, which is viewable at: https://www.youtube.com/watch?v=q3zsgDtLWns
RPM ZONE: DTR RESULTS SUMMARY FROM DRILL HOLE AN-24-03
Table 1: DTR Metallurgical Test Results Summary from RPM Drill Hole 2 (AN-24-03)
| Parameter | Average | Maximum | Drill Length |
| Nickel - Magnetic Concentrate Grade (%) | 1.32% | 2.54% | 216m |
| Chromium - Magnetic Concentrate Grade (%) | 1.95% | 4.24% | 216m |
| Mass Pull (% of starting weight) | 9.12% | 14.47% | 216m |
| Total Nickel Recovery (%) | 44.44% | 58.73% | 216m |
| DTR Nickel Grade (%) | 0.11% | 0.15% | 216m |
RPM ZONE PHASE 1 DRILLING
The RPM Zone, located 10 km south of the Super Gulp Zone and 26 km south of Atlantic Lake, lies within the Company's 30-kilometer awaruite nickel trend and has demonstrated significant metallurgical potential through recent DTR testing. Drill hole AN-24-03 intersected visible, coarse-grained disseminated awaruite nickel, with grain sizes up to 509 microns, over 216 meters. Magnetic concentrate from this interval averaged 1.32% nickel and 1.95% chromium. Notably, the DTR nickel grade increased to 0.15% over the final 21 meters, compared to the hole's overall average of 0.11%. Drilling was halted at 216 meters upon encountering heavily faulted and broken rock, which exceeded the capabilities of phase 1 drill equipment. The mineralization is hosted in serpentinized peridotites, consistent with all other drill holes at the RPM Zone. Increased water permeability in the fault zone may have enhanced the serpentinization process, forming more awaruite resulting in higher DTR grades. These results highlight the effectiveness of magnetic separation, achieving an average mass pull of 9.12%, thereby reducing the initial rock mass by 90.88%.
Previously reported assay results for AN-24-03 returned an average of 0.25% nickel and 0.29% chromium over 216 meters, with grades increasing to 0.27% nickel in the final 21 meters. The newly released DTR results confirm that a substantial portion of this nickel can be effectively recovered through magnetic separation, yielding a high-grade concentrate. The first four drill holes at the RPM Zone have delineated a mineralized area of 500 meters by 400 meters. AN-24-03 has confirmed the lateral extent of this zone while demonstrating increasing grades into the fault zone. The hole terminated in mineralization due to the limitations of Phase 1 drill equipment, suggesting potential for westward expansion of the mineralized area. Phase 2 drilling will deploy more powerful equipment, utilizing HQ/NQ core sizes specifically designed to drill into and through the fault zone. This next phase aims to extend the known mineralization further westward and at depth, potentially expanding the mineralized area of the RPM Zone.
Table 2: DTR Metallurgical Test Results Summary from RPM Drill Hole 2 (AN-24-03)
| Hole ID | From (m) | To (m) | Interval (m) | Mass Pull (%) | Magnetic Nickel Concentrate Grade (Ni %) | Nickel Head Grade (%) | Nickel Magnetic Recovery | Magnetically Recoverable Nickel ( DTR %) |
Mag Con Cr (%) |
Chromium Head Grade (%) | Magnetically Recoverable Chromium (% DTR Grade) |
Mag Con Co (%) |
||
| AN-24-03 | 18 | 234 | 216 | 9.12 | % | 1.32 | 0.25 | 44.44 | % | 0.11 | 1.95 | 0.29 | 0.18 | 0.06 |
| Drill Hole Interval Breakdown | ||||||||||||||
| including | 18 | 81 | 63 | 10.04 | % | 1.05 | 0.25 | 40.24 | % | 0.10 | 2.15 | 0.31 | 0.20 | 0.05 |
| including | 81 | 180 | 99 | 9.45 | % | 1.22 | 0.25 | 44.05 | % | 0.11 | 1.97 | 0.30 | 0.19 | 0.05 |
| including | 180 | 213 | 33 | 7.31 | % | 1.73 | 0.26 | 46.92 | % | 0.12 | 1.71 | 0.27 | 0.13 | 0.07 |
| including | 213 | 234 | 21 | 7.63 | % | 1.93 | 0.27 | 54.95 | % | 0.15 | 1.57 | 0.26 | 0.12 | 0.07 |
| including "up to" | 14.47 | % | 2.54 | 0.28 | 58.73 | % | 0.15 | 4.24 | 0.75 | 0.47 | 0.08 | |||
Table 3: RPM Drill Hole 2 (AN-24-03) Drill Hole Collar Location
| Hole ID | Easting (UTM NAD83) | Northing (UTM NAD83) | Azm (degrees) | Dip (degrees) | Total depth (m) |
| AN-24-03 | 567118 | 5357574 | 270 | -60 | 234m |
QUOTE FROM ADRIAN SMITH, CEO
“Davis Tube Recovery (DTR) tests confirm that magnetic separation effectively concentrates awaruite nickel at our Atlantic Nickel Project, advancing our goal of producing a 60% nickel concentrate on-site. As a natural nickel-iron alloy, awaruite eliminates the need for costly secondary processing - smelting, roasting, and high-pressure acid leaching - required for nickel sulfide and laterite ores. This addresses critical vulnerabilities in the North American supply chain, including limited smelting capacity and dependence on smelters outside North America, primarily owned by foreign entities of concern. The unique properties of awaruite enable efficient processing of our near-surface mineralization through simple crushing, grinding, and magnetic separation, yielding a magnetic concentrate comparable in grade to a high-grade nickel sulfide mine while reducing volume by 90% and enabling fully domestic production capabilities.”
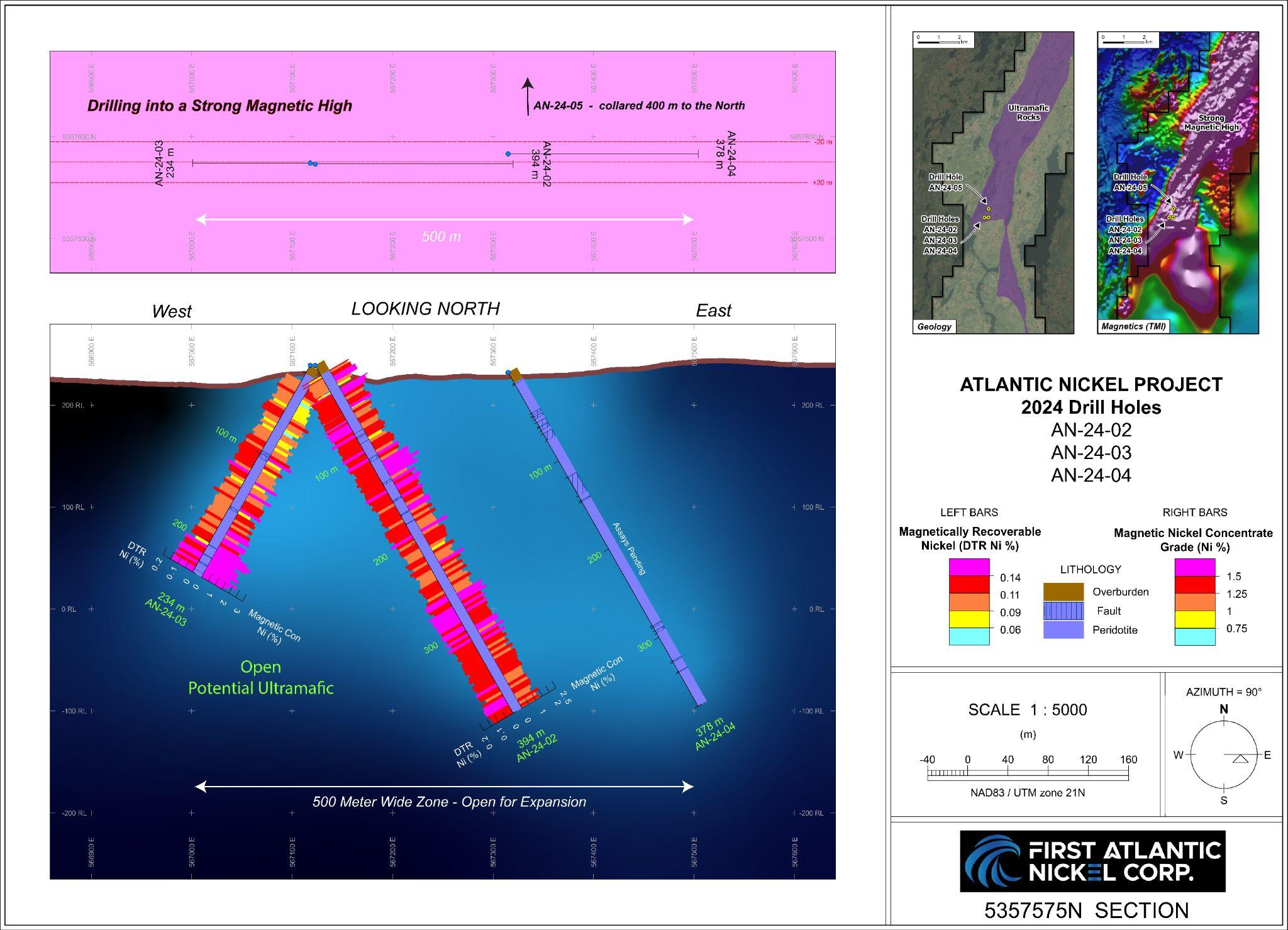
Figure 1: Cross-sectional view of the RPM Zone’s Discovery Drill Holes 1 and 2 (AN-24-02 and AN-24-03), illustrating the grade distribution of magnetic concentrate and DTR recovery. RPM Drill Hole 1 averages 1.37% nickel and 1.73% chromium, while RPM Drill Hole 2 averages 1.32% nickel and 1.95% chromium in continuous magnetic concentrate across their entire intervals. Results for Drill Holes AN-24-04 and AN-24-05 are pending.
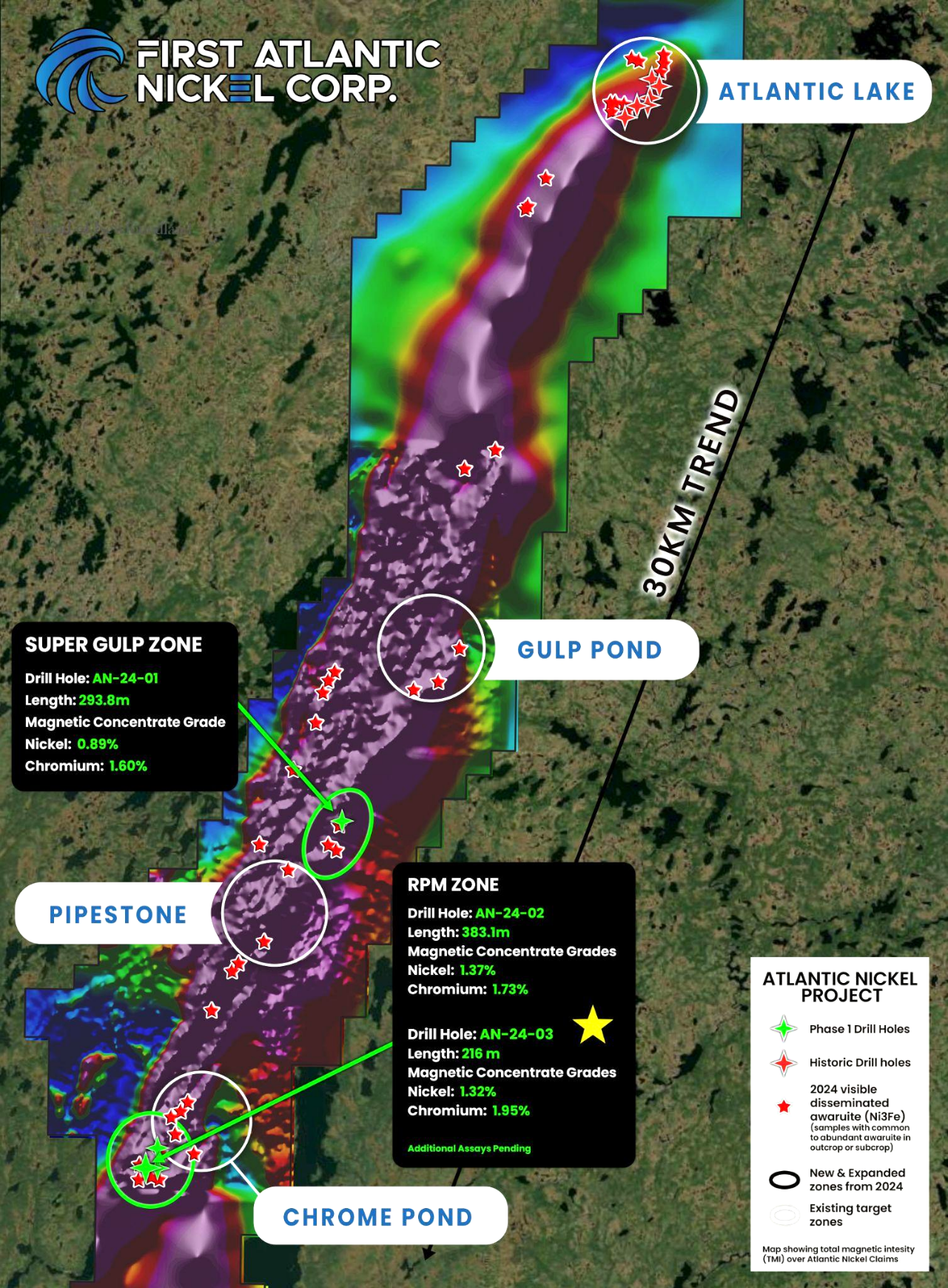
Figure 2: Drill hole location map at Atlantic Nickel Project showing the 30 km awaruite sulfur-free nickel-alloy trend over TMI magnetics.
MAGNETIC SEPARATION - PROCESSING ADVANTAGES
The DTR test results confirm that the awaruite mineralization at the Atlantic Nickel Project is well suited for magnetic separation, a critical first step in developing an efficient metallurgical process flow-sheet. Awaruite, a naturally occurring nickel-iron alloy, is approximately ten times more magnetic than magnetite1 and contains no sulfur, making it highly amenable for magnetic separation. This unique characteristic enables a streamlined and environmentally responsible processing approach that:
- Eliminates the need for secondary processing such as smelting, roasting, or high pressure acid leaching, typically required for nickel sulfides or laterites;
- Reduces the total volume of material entering the flotation circuit, lowering operational costs;
- Reduces energy consumption and environmental impact compared to conventional nickel ore processing;
- Aligns with North American critical mineral supply chain requirements, including the U.S. Inflation Reduction Act's restrictions on minerals processed by foreign entities of concern.
The Company is pursuing a staged metallurgical approach, beginning with magnetic separation as the initial concentration step. This may be followed by flotation to further upgrade and purify the awaruite nickel concentrate, with the potential to produce a final high-grade nickel concentrate exceeding 60% nickel, as demonstrated by the Baptiste awaruite nickel project in British Columbia, Canada2.
NEXT STEPS IN METALLURGICAL PROGRAM
Building on the encouraging preliminary DTR results, the Company is planning a comprehensive metallurgical process development program that will include:
- Processing larger sample sizes through a pilot-scale magnetic separator to validate scalability and consistency of recovery;
- Investigating additional processing methods such as flotation and gravity separation on the magnetic concentrate;
- Optimizing recovery parameters to maximize nickel extraction efficiency and product grade;
- Evaluating the recovery potential of secondary metals, including chromium and cobalt;
- Producing metallurgical data to support future flowsheet design, process modeling and economic evaluations.
DAVIS TUBE RECOVERY (DTR) METALLURGICAL TEST
Davis Tube Recovery (DTR) is a laboratory method that uses magnets to separate magnetic and non-magnetic material from a sample, similar to commercial magnetic separators used in mining operations. The percentage of magnetic mass recovered (mass pull) is used together with the assayed grade of the magnetic fraction to calculate the magnetically recoverable nickel.
DTR nickel percentage is calculated by: Mass Pull (%) × Magnetic Nickel Concentrate Grade (%). This represents the portion of nickel that can be recovered through magnetic separation and is not equivalent to a standard assay result. DTR results can vary based on equipment settings and technological advancements.
The Company has released a new educational video that breaks down the Davis Tube Recovery (DTR) test into five simple steps. This video is a valuable resource for anyone interested in understanding mineral exploration. Please visit https://www.youtube.com/watch?v=q3zsgDtLWns to view the video.
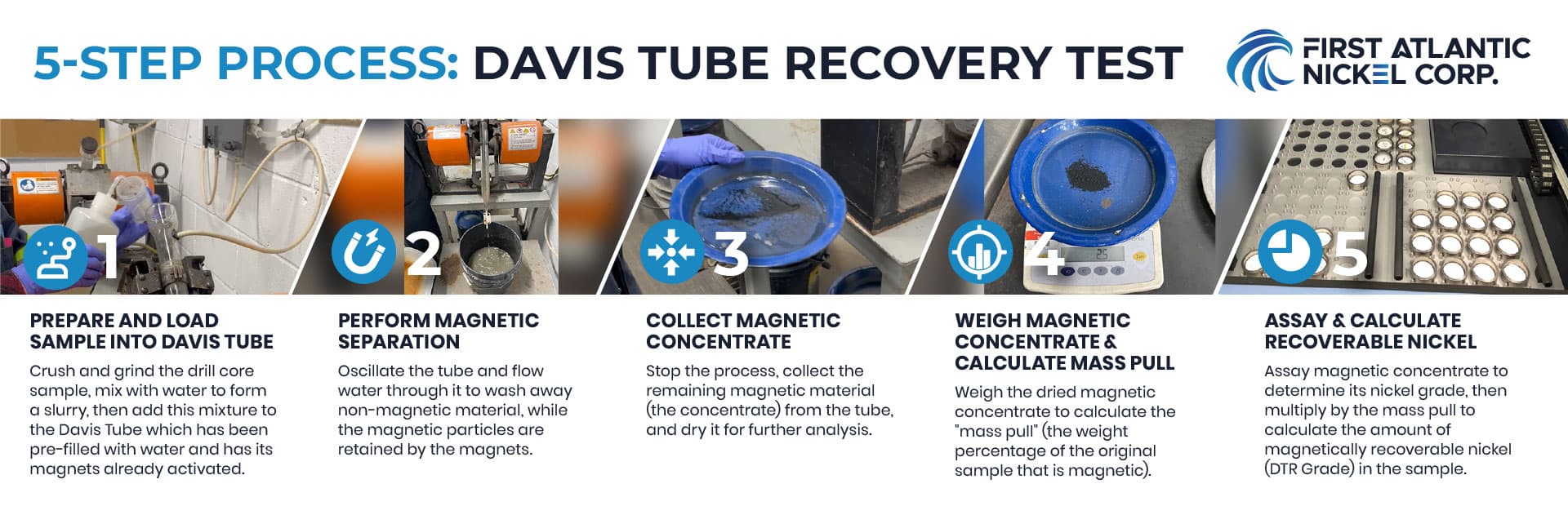
Figure 3: Davis Tube Recovery (DTR) Metallurgical Test 5 Step Process.
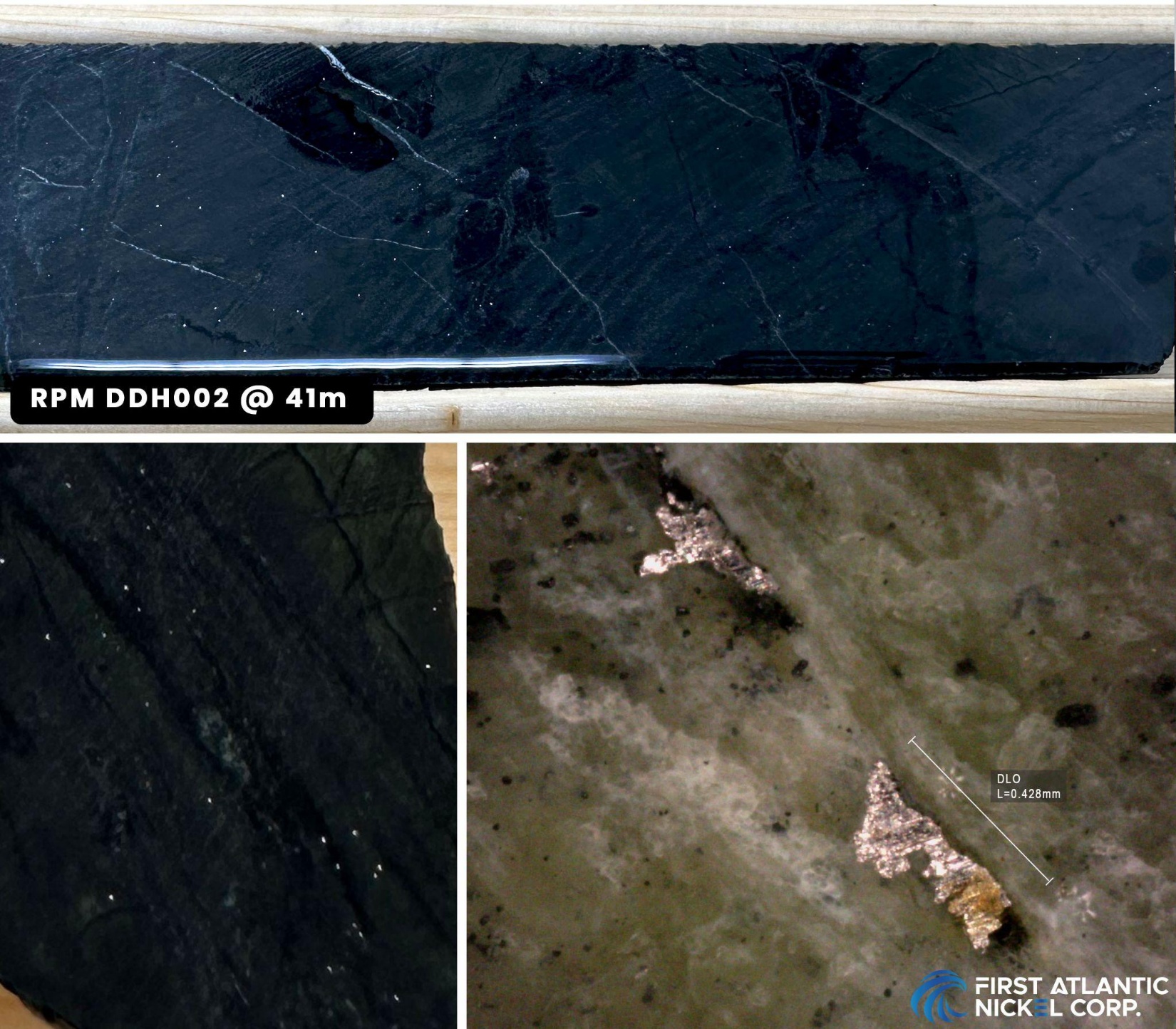
Figure 4: Core sample from RPM Drill Hole 2 (AN-24-03) at a depth of 41 meters, showing visible awaruite grains. The lower images display magnified views of these grains under a microscope, with sizes reaching up to 428 microns.
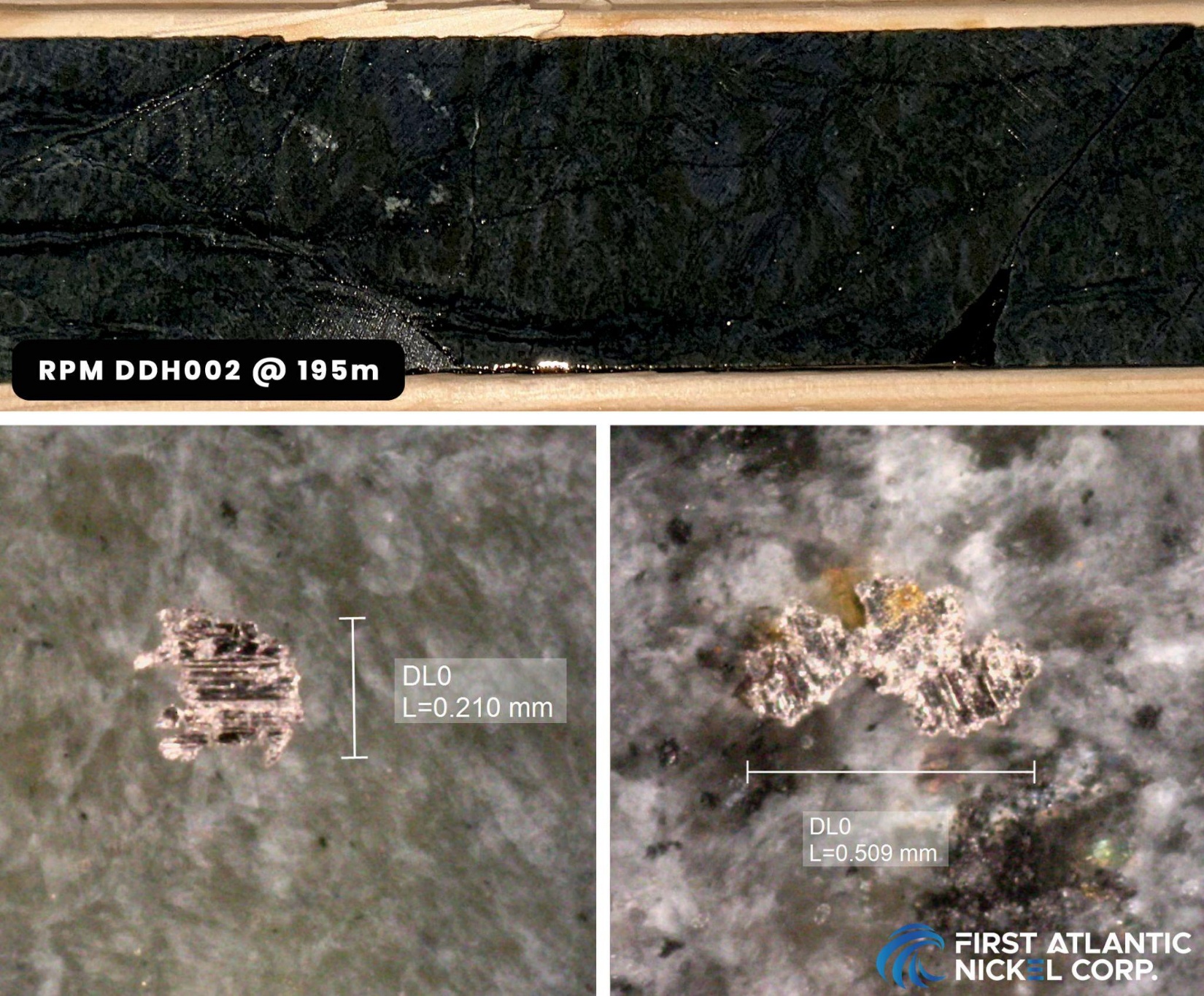
Figure 5: Core sample from RPM Drill Hole 2 (AN-24-03) at a depth of 195 meters, featuring visible awaruite mineralization. The lower images show magnified views of the awaruite grains, which range in sizes ranging from 210 to 509 microns.
Awaruite (Nickel-iron alloy Ni₂Fe, Ni₃Fe)
Awaruite, a naturally occurring sulfur-free nickel-iron alloy composed of Ni₃Fe or Ni₂Fe with approximately ~75% nickel content, offers a proven and environmentally safe solution to enhance the resilience and security of North America's domestic critical minerals supply chain. Unlike conventional nickel sources, awaruite can be processed into high-grade concentrates exceeding 60% nickel content through magnetic processing and simple floatation without the need for smelting, roasting, or high-pressure acid leaching3. Beginning in 2025, the US Inflation Reduction Act's (IRA) $7,500 electric vehicle (EV) tax credit mandates that eligible clean vehicles must not contain any critical minerals processed by foreign entities of concern (FEOC)4. These entities include Russia and China, which currently dominate the global nickel smelting industry. Awaruite's smelter-free processing approach could potentially help North American electric vehicle manufacturers meet the IRA's stringent critical mineral requirements and reduce dependence on FEOCs for nickel processing.
The U.S. Geological Survey (USGS) highlighted awaruite's potential, stating, "The development of awaruite deposits in other parts of Canada may help alleviate any prolonged shortage of nickel concentrate. Awaruite, a natural iron-nickel alloy, is much easier to concentrate than pentlandite, the principal sulfide of nickel"5. Awaruite's unique properties enable cleaner and safer processing compared to conventional sulfide and laterite nickel sources, which often involve smelting, roasting, or high-pressure acid leaching that can release toxic sulfur dioxide, generate hazardous waste, and lead to acid mine drainage. Awaruite's simpler processing, facilitated by its amenability to magnetic processing and lack of sulfur, eliminates these harmful methods, reducing greenhouse gas emissions and risks associated with toxic chemical release, addressing concerns about the large carbon footprint and toxic emissions linked to nickel refining.
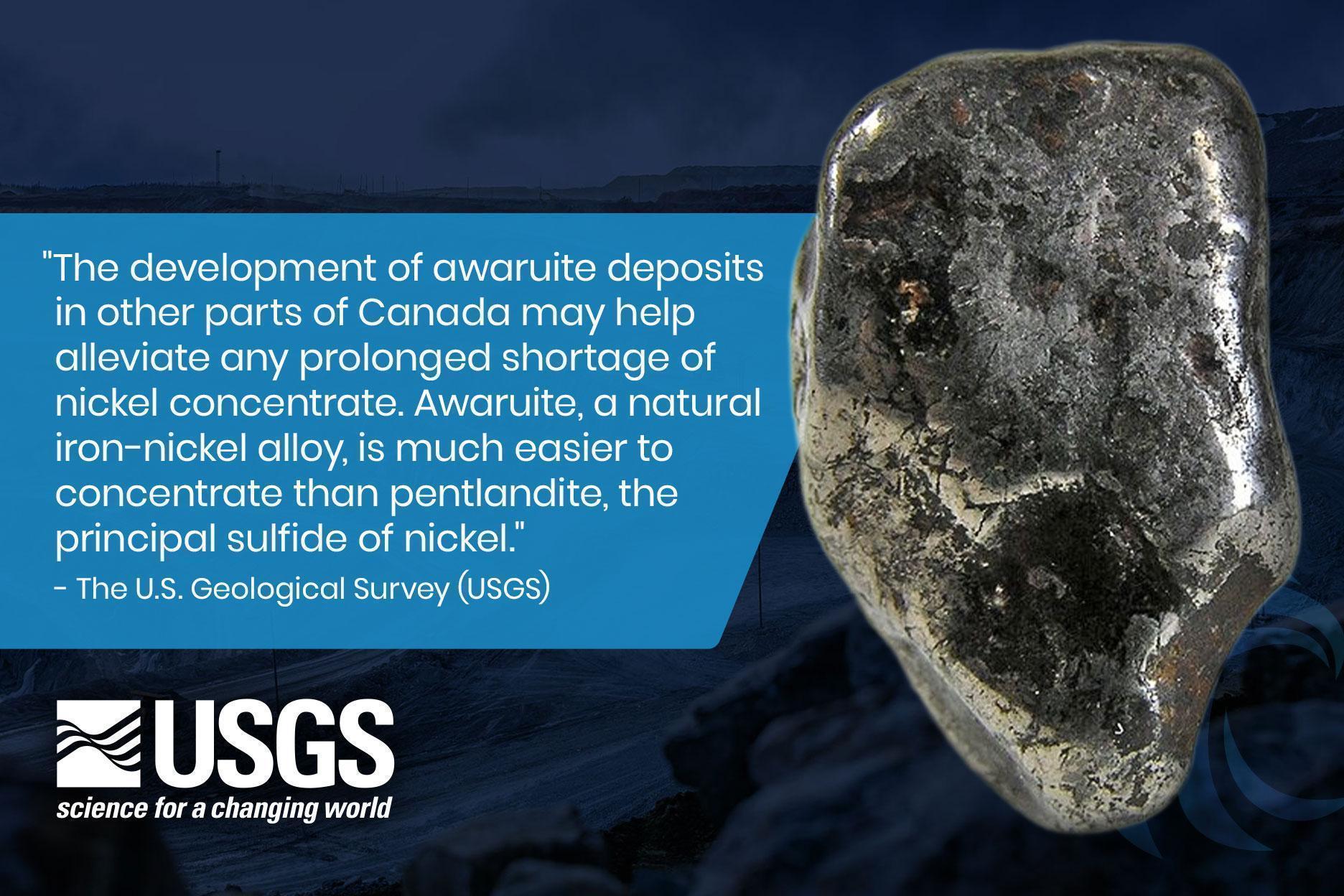
Figure 6: Quote from USGS on Awaruite Deposits in Canada.
The development of awaruite resources is crucial, given China's control in the global nickel market. Chinese companies refine and smelt 68% to 80% of the world's nickel6 and control an estimated 84% of Indonesia's nickel output, the largest worldwide supply7. Awaruite is a cleaner source of nickel that reduces dependence on foreign processing controlled by China, leading to a more secure and reliable supply for North America's stainless steel and electric vehicle industries.
Investor Information
The Company's common shares trade on the TSX Venture Exchange under the symbol "FAN", the American OTCQB Exchange under the symbol “FANCF” and on several German exchanges, including Frankfurt and Tradegate, under the symbol "P21".
Investors can get updates about First Atlantic by signing up to receive news via email and SMS text at www.fanickel.com. Stay connected and learn more by following us on these social media platforms:
https://x.com/FirstAtlanticNi
https://www.facebook.com/firstatlanticnickel
https://www.linkedin.com/company/firstatlanticnickel/
FOR MORE INFORMATION:
First Atlantic Investor Relations
Robert Guzman
Tel: +1 844 592 6337
rob@fanickel.com
Disclosure
Adrian Smith, P.Geo., is a qualified person as defined by NI 43-101. The qualified person is a member in good standing of the Professional Engineers and Geoscientists Newfoundland and Labrador (PEGNL) and is a registered professional geoscientist (P.Geo.). Mr. Smith has reviewed and approved the technical information disclosed herein.
Analytical Method & QAQC
Samples were split in half on site with one half remaining in the core box for future reference and one half packaged in secure bags. QAQC method included the use of blanks, duplicates and certified reference material (standards) with one being inserted once in every 20 samples in order to test the precision and accuracy of the lab. All results passed the QA/QC screening at the lab, and all Company inserted standards and blanks returned results that were within acceptable limits.
Samples were sent to Activation Laboratories Ltd. (“Actlabs”) in Fredericton, NB. Actlabs is an ISO 17025 certified lab, accredited and acting independently from First Atlantic. Each sample was crushed, with a 250 g sub-sample pulverized to 95% - 200 mesh. A portion of the sample is fused with a lithium metaborate/tetraborate flux and analyzed by ICP-OES for major oxides and elements including cobalt, chromium and nickel.
A magnetic separate is then generated by running the pulverized sub-sample through a magnetic separator which splits the sub-sample into magnetic and non-magnetic fractions. This involves running a 30 g split of the pulp through a Davis Tube magnetic separator as a slurry using a constant flow rate, a magnetic field strength of 3,300 Gauss, and a tube angle of 45 degrees to produce magnetic and non-magnetic fractions.
The magnetic fractions are collected, dried, weighed and the magnetic fraction is fused with a lithium metaborate/tetraborate flux and lithium bromide releasing agent and then analyzed on a wavelength dispersive XRF for multiple elements including nickel, cobalt, iron and chromium. The magnetically recovered nickel grade was then calculated by multiplying the XRF fusion nickel value by the weight of the magnetic fraction and dividing by the total recorded feed weight or magnetic mass pulled from the sample.
True widths are currently unknown. However the nickel bearing ultramafic ophiolite and peridotite rocks being targeted and sampled in the Phase 1 drilling program at the Atlantic Nickel Project are mapped as several hundred meters to over 1 kilometer wide and approximately 30 kilometers long.
About First Atlantic Nickel Corp.
First Atlantic Nickel Corp. (TSXV: FAN) (OTCQB: FANCF) (FSE: P21) is a Canadian mineral exploration company developing the 100%-owned Atlantic Nickel Project, a large-scale nickel project strategically located near existing infrastructure in Newfoundland, Canada. The Project's nickel occurs as awaruite, a natural nickel-iron alloy containing approximately 75% nickel with no-sulfur and no-sulfides. Awaruite's properties allow for smelter-free magnetic separation and concentration, which could strengthen North America's critical minerals supply chain by reducing foreign dependence on nickel smelting. This aligns with new US Electric Vehicle US IRA requirements, which stipulate that beginning in 2025, an eligible clean vehicle may not contain any critical minerals processed by a FEOC (Foreign Entities Of Concern)8.
First Atlantic aims to be a key input of a secure and reliable North American critical minerals supply chain for the stainless steel and electric vehicle industries in the USA and Canada. The company is positioned to meet the growing demand for responsibly sourced nickel that complies with the critical mineral requirements for eligible clean vehicles under the US IRA. With its commitment to responsible practices and experienced team, First Atlantic is poised to contribute significantly to the nickel industry's future, supporting the transition to a cleaner energy landscape. This mission gained importance when the US added nickel to its critical minerals list in 2022, recognizing it as a non-fuel mineral essential to economic and national security with a supply chain vulnerable to disruption.
Neither the TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release.
Forward-looking statements:
This news release may include "forward-looking information" under applicable Canadian securities legislation. Such forward-looking information reflects management's current beliefs and are based on a number of estimates and/or assumptions made by and information currently available to the Company that, while considered reasonable, are subject to known and unknown risks, uncertainties, and other factors that may cause the actual results and future events to differ materially from those expressed or implied by such forward-looking information. Forward looking information in this news release includes, but is not limited to, expectations regarding the timing, scope, and results from the Phase 1 work and drilling program; results from the Phase 2 work and drilling program, future project developments, the Company’s objectives, goals or future plans, statements, and estimates of market conditions. Readers are cautioned that such forward-looking information are neither promises nor guarantees and are subject to known and unknown risks and uncertainties including, but not limited to, general business, economic, competitive, political and social uncertainties, uncertain and volatile equity and capital markets, lack of available capital, actual results of exploration activities, environmental risks, future prices of base and other metals, operating risks, accidents, labour issues, delays in obtaining governmental approvals and permits, and other risks in the mining industry. Additional factors and risks including various risk factors discussed in the Company’s disclosure documents which can be found under the Company’s profile on http://www.sedarplus.ca. Should one or more of these risks or uncertainties materialize, or should assumptions underlying the forward-looking statements prove incorrect, actual results may vary materially from those described herein as intended, planned, anticipated, believed, estimated or expected.
The Company is presently an exploration stage company. Exploration is highly speculative in nature, involves many risks, requires substantial expenditures, and may not result in the discovery of mineral deposits that can be mined profitably. Furthermore, the Company currently has no reserves on any of its properties. As a result, there can be no assurance that such forward-looking statements will prove to be accurate, and actual results and future events could differ materially from those anticipated in such statements.
_________________________
1 https://fpxnickel.com/projects-overview/what-is-awaruite/
2 https://fpxnickel.com/projects-overview/baptiste-nickel-project/
3 https://fpxnickel.com/projects-overview/what-is-awaruite/
4 https://home.treasury.gov/news/press-releases/jy1939
5 https://d9-wret.s3.us-west-2.amazonaws.com/assets/palladium/production/mineral-pubs/nickel/mcs-2012-nicke.pdf
6 https://www.brookings.edu/wp-content/uploads/2022/08/LTRC_ChinaSupplyChain.pdf
7 https://www.airuniversity.af.edu/JIPA/Display/Article/3703867/the-rise-of-great-mineral-powers/
8 https://home.treasury.gov/news/press-releases/jy1939
Figures accompanying this announcement are available at
https://www.globenewswire.com/NewsRoom/AttachmentNg/3194a378-9f03-4495-b96e-6861011b9105
https://www.globenewswire.com/NewsRoom/AttachmentNg/6341be57-4720-47df-8774-4bfab5d02c44
https://www.globenewswire.com/NewsRoom/AttachmentNg/f04ee1c6-13e4-43cf-8716-50818d67e7f1
https://www.globenewswire.com/NewsRoom/AttachmentNg/92b9a7f3-57e8-4d14-93a2-cd1bff29bc29
https://www.globenewswire.com/NewsRoom/AttachmentNg/0861753b-41ba-45f9-9389-9d862cb04d7f
https://www.globenewswire.com/NewsRoom/AttachmentNg/d0d3adea-8ac4-4deb-87c0-c87b276a86de

![]()
Figure 1
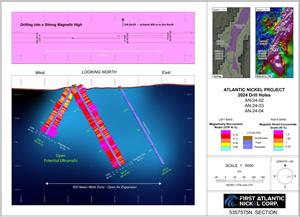
Cross-sectional view of the RPM Zone’s Discovery Drill Holes 1 and 2 (AN-24-02 and AN-24-03), illustrating the grade distribution of magnetic concentrate and DTR recovery. RPM Drill Hole 1 averages 1.37% nickel and 1.73% chromium, while RPM Drill Hole 2 averages 1.32% nickel and 1.95% chromium in continuous magnetic concentrate across their entire intervals. Results for Drill Holes AN-24-04 and AN-24-05 are pending.
Figure 2
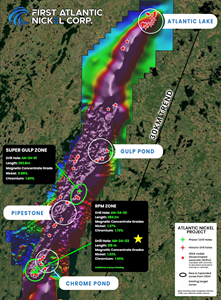
Drill hole location map at Atlantic Nickel Project showing the 30 km awaruite sulfur-free nickel-alloy trend over TMI magnetics.
Figure 3

Davis Tube Recovery (DTR) Metallurgical Test 5 Step Process.
Figure 4

Core sample from RPM Drill Hole 2 (AN-24-03) at a depth of 41 meters, showing visible awaruite grains. The lower images display magnified views of these grains under a microscope, with sizes reaching up to 428 microns.
Figure 5
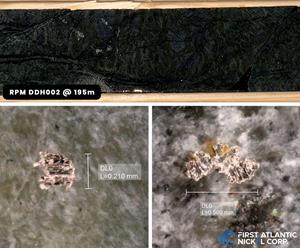
Core sample from RPM Drill Hole 2 (AN-24-03) at a depth of 195 meters, featuring visible awaruite mineralization. The lower images show magnified views of the awaruite grains, which range in sizes ranging from 210 to 509 microns.
Figure 6

Quote from USGS on Awaruite Deposits in Canada.
